


Apakah Pembuatan TBM dan Mengapa Ia Penting?
Pengilangan TBM merujuk kepada kejuruteraan dan pengeluaran Mesin Pengorek Terowong — peralatan besar-besaran yang sangat khusus digunakan untuk menggali terowong melalui batu, tanah, tanah liat dan keadaan tanah bercampur. Ini adalah antara mesin paling kompleks yang pernah dibina, menggabungkan kejuruteraan mekanikal, hidraulik, elektronik dan sains bahan termaju ke dalam satu sistem bersepadu yang boleh menimbang mana-mana sahaja daripada beberapa ratus tan untuk mesin terowong utiliti kecil kepada lebih 7,000 tan untuk projek metro atau terowong lebuh raya berdiameter besar. Proses pembuatan mesin pengorek terowong tidak seperti menghasilkan kebanyakan peralatan perindustrian — setiap mesin secara berkesan adalah projek tersuai yang direka bentuk untuk memenuhi keperluan geologi, diameter, penjajaran dan pelapik tertentu bagi satu kontrak terowong.
Permintaan global untuk TBM telah berkembang dengan stabil selama beberapa dekad, didorong oleh pelaburan infrastruktur besar-besaran dalam sistem rel metro, terowong jalan raya, infrastruktur bekalan air dan kumbahan, terowong kuasa hidroelektrik dan rangkaian logistik bawah tanah. Bandar dari London ke Mumbai ke Los Angeles secara aktif menggunakan TBM untuk membina infrastruktur bawah tanah tanpa mengganggu kehidupan permukaan. Permintaan ini telah mewujudkan persaingan global pembuatan TBM industri yang dikuasai oleh segelintir pengeluar utama yang mampu menghantar mesin tersuai yang direka bentuk dan dibina dengan toleransi ketepatan yang luar biasa pada garis masa kontrak yang boleh menjangkau 18 bulan atau lebih.
Jenis Mesin Pengorek Terowong dan Cara Setiap Mesin Dikilangkan Secara Berbeza
Pengilangan TBM bukanlah satu proses pengeluaran — ia adalah keluarga reka bentuk mesin yang berkaitan tetapi berbeza, setiap satu direka untuk keadaan tanah tertentu. Jenis TBM yang dipilih untuk projek secara asasnya membentuk skop pembuatan, spesifikasi komponen dan kerumitan pemasangan yang terlibat.
TBM Hard Rock (TBM Gripper)
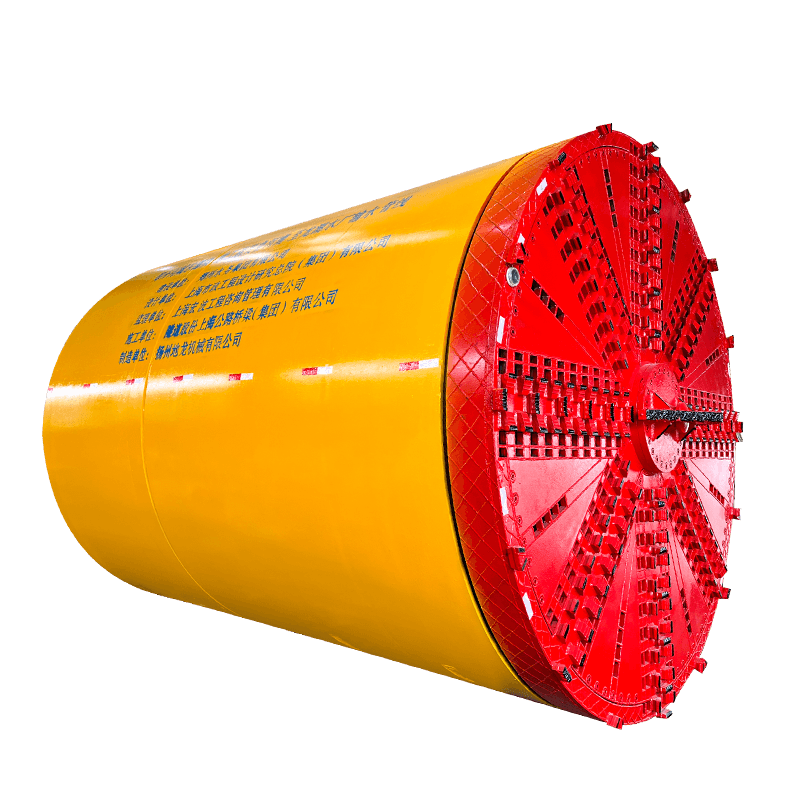
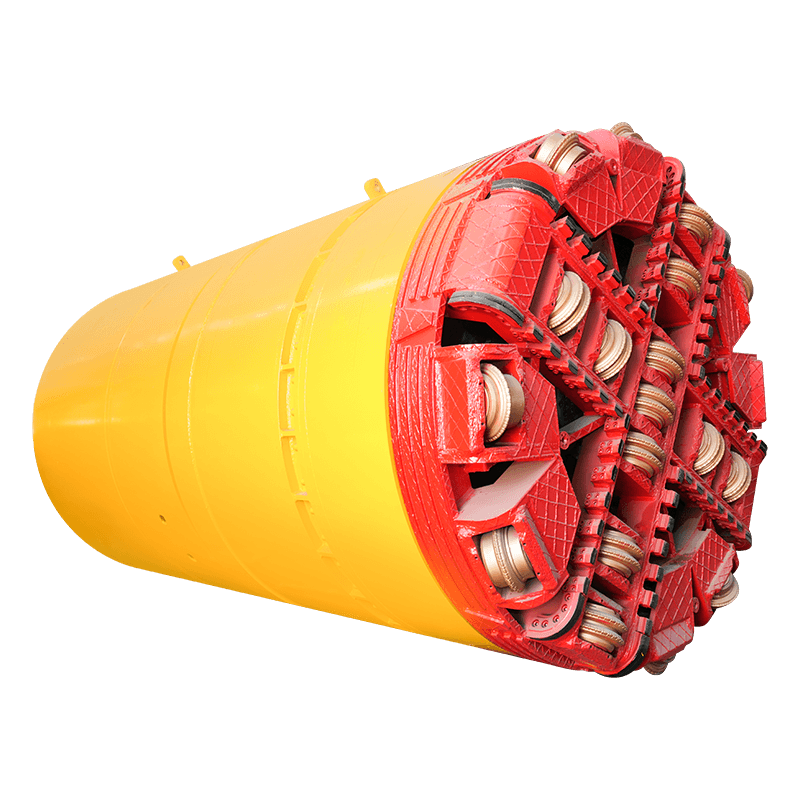
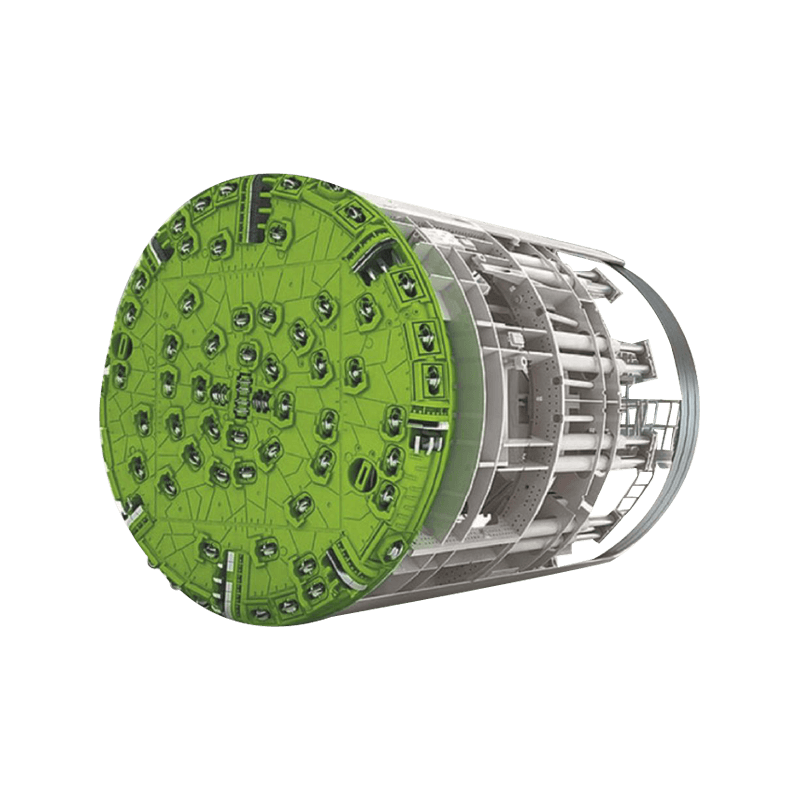
TBM Gripper direka untuk terowong melalui batuan yang kukuh dan cekap seperti granit, basalt dan batu kapur. Mesin maju dengan menolak kepala pemotong berputar ke muka batu manakala pencengkam hidraulik memanjang ke sisi untuk menahan dinding terowong, memberikan daya tindak balas yang diperlukan untuk tujahan ke hadapan. Menghasilkan TBM penggenggam tertumpu kepada menghasilkan kepala pemotong yang sangat teguh — lazimnya diperbuat daripada plat keluli berkekuatan tinggi dengan perumah pemotong cakera dengan kedudukan yang tepat — dan pemasangan galas utama yang berkuasa yang mampu menghantar beban tujahan yang besar sambil berputar secara berterusan. Pemotong cakera pada mesin batu keras ialah komponen karbida kejuruteraan ketepatan yang mesti dihasilkan dengan had toleransi dimensi yang ketat untuk memastikan haus sekata pada muka pemotong.
Mesin Imbangan Tekanan Bumi (EPB).
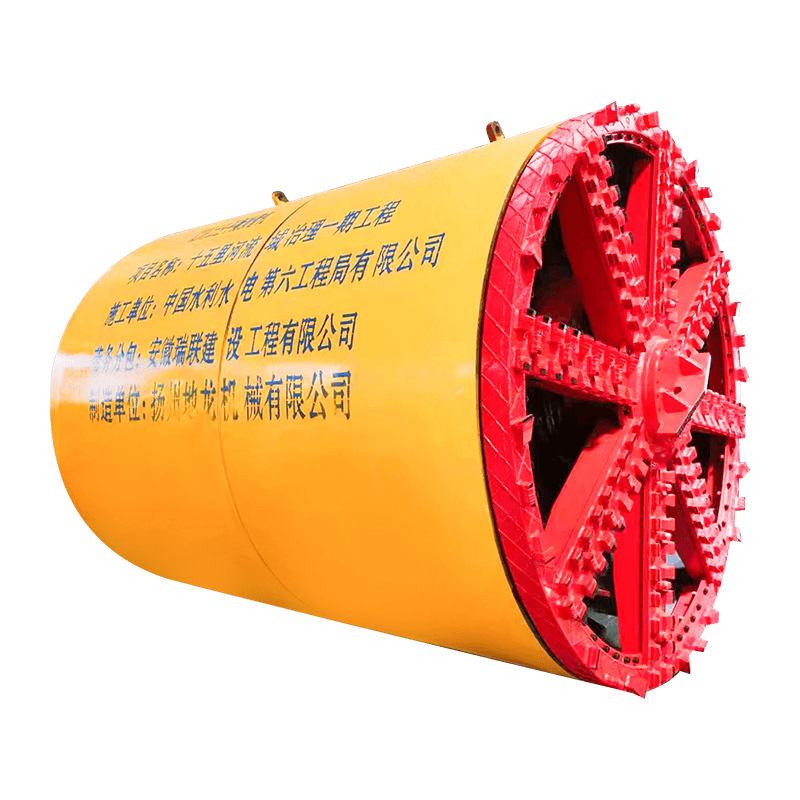
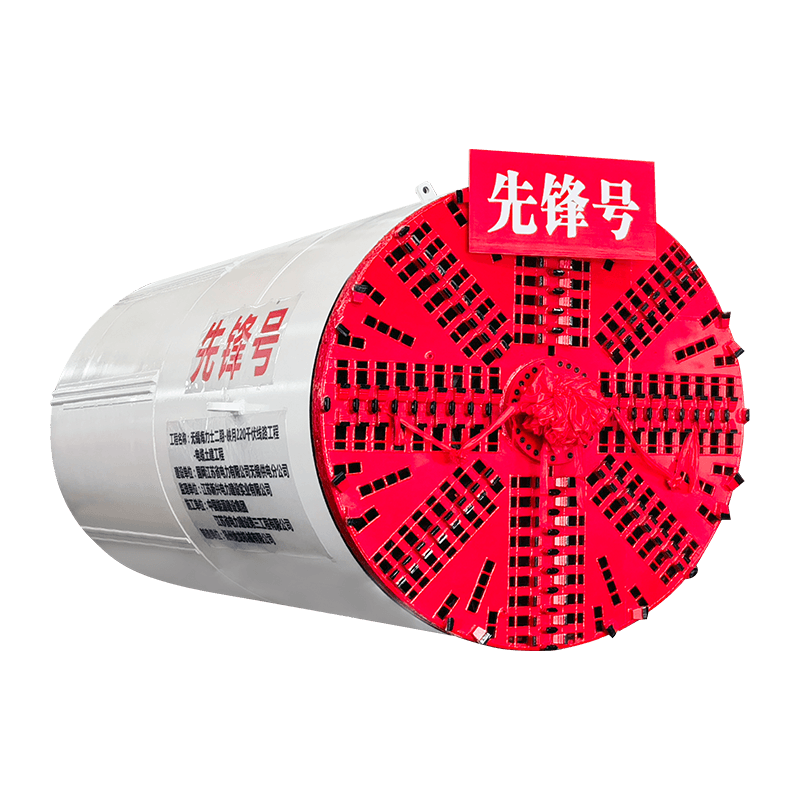
Mesin EPB adalah tenaga kerja terowong bandar di tanah lembut, tanah bercampur, dan keadaan berair. Mereka menggunakan bahan yang digali itu sendiri — dikondisikan dengan bahan tambahan buih, polimer atau bentonit — untuk mengekalkan tekanan muka dan mengelakkan pemendapan tanah di atas terowong. Kerumitan pembuatan EPB TBM tertumpu pada sistem penghantar skru yang mengawal kadar pengekstrakan bahan untuk mengimbangi tekanan muka, sistem suntikan buih yang disepadukan ke dalam kepala pemotong, dan badan perisai yang mesti menahan tekanan bumi dan air penuh di sekeliling tanah. Geometri kepala pemotong untuk mesin EPB pada asasnya berbeza daripada reka bentuk batu keras — ia menggabungkan pengikis, sudu baldi dan port penyaman tanah berbanding perumah pemotong cakera.
Slurry Shield TBMs
TBM buburan digunakan dalam tanah yang gembur dan tepu air di mana penyaman muka EPB pun tidak mencukupi untuk mengekalkan kestabilan. Mereka mengekalkan tekanan muka menggunakan buburan bentonit bertekanan yang memenuhi ruang penggalian, disokong oleh sekat di belakang kepala pemotong. Buburan dipam ke permukaan melalui saluran paip, diproses di loji pengasingan untuk membuang ranjau, dan diedarkan semula ke muka. Pengilangan TBM untuk mesin buburan melibatkan pengeluaran loji pengasingan sebagai sebahagian daripada skop sistem keseluruhan — cabaran kejuruteraan tambahan yang melibatkan hidrosiklon, emparan dan infrastruktur pengepaman buburan sebagai tambahan kepada mesin itu sendiri.
TBM Tanah Campuran dan Ketumpatan Boleh Ubah
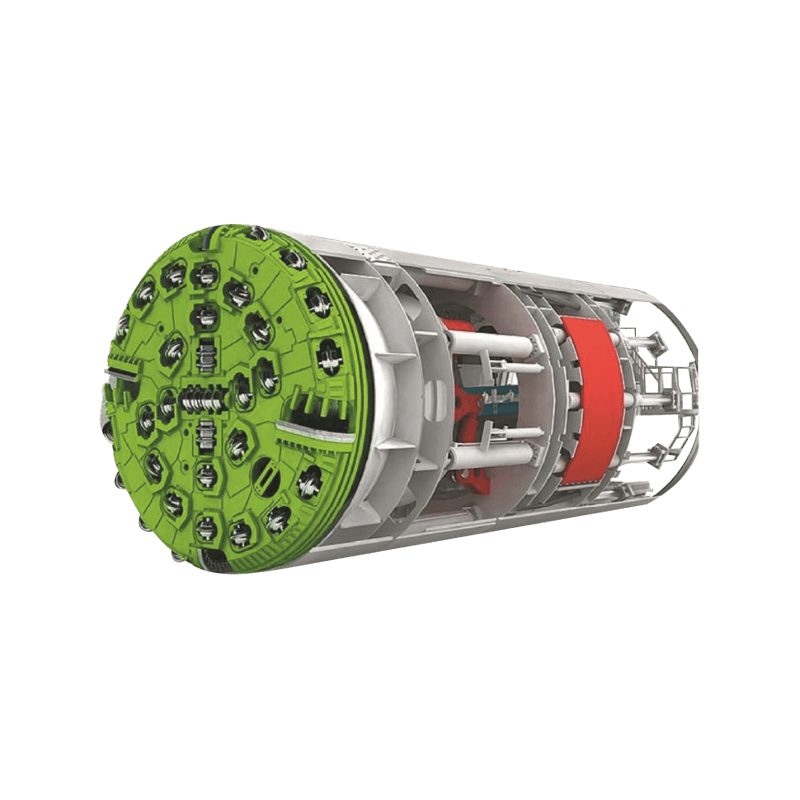
Beberapa TBM paling kompleks yang pernah dihasilkan ialah mesin yang direka untuk keadaan muka bercampur — terowong yang melalui kedua-dua batu dan tanah lembut dalam keratan rentas terowong yang sama, atau peralihan antara zon batu keras dan tanah lembut di sepanjang penjajaran. Ketumpatan boleh ubah atau TBM tanah bercampur ini mesti menggabungkan kedua-dua pemotong cakera dan alat pemotong tanah lembut dalam kepala pemotong yang sama, dengan ruang penggalian boleh tukar yang boleh bertukar antara mod EPB dan batu keras semasa pemacu. Pembuatan mesin ini memerlukan penyelesaian keperluan reka bentuk bercanggah serentak yang mendorong kejuruteraan TBM ke hadnya.
Komponen Teras Dikilangkan dalam Setiap TBM
Tidak kira jenis, setiap mesin pengorek terowong berkongsi satu set subsistem asas yang mesti direka bentuk dan dihasilkan untuk berfungsi bersama sebagai sistem bersepadu yang tepat. Memahami komponen teras ini menjelaskan mengapa pembuatan TBM sangat menuntut secara teknikal dan memakan masa.
| Komponen | Fungsi | Cabaran Pembuatan Utama |
| Kepala pemotong | Menggali muka terowong dengan berputar melawan batu atau tanah | Keutuhan struktur di bawah gabungan beban tujahan dan tork; ketepatan kedudukan alat pemotong |
| Perhimpunan Galas Utama | Menyokong kepala pemotong dan menghantar tujahan dan tork | Menanggung hayat di bawah beban tinggi yang berterusan; pengedap terhadap pencemaran tanah |
| Badan Perisai | Melindungi pekerja dan peralatan; menyediakan perumahan berstruktur | Kebulatan ketepatan untuk pendirian segmen; rintangan tekanan tanah |
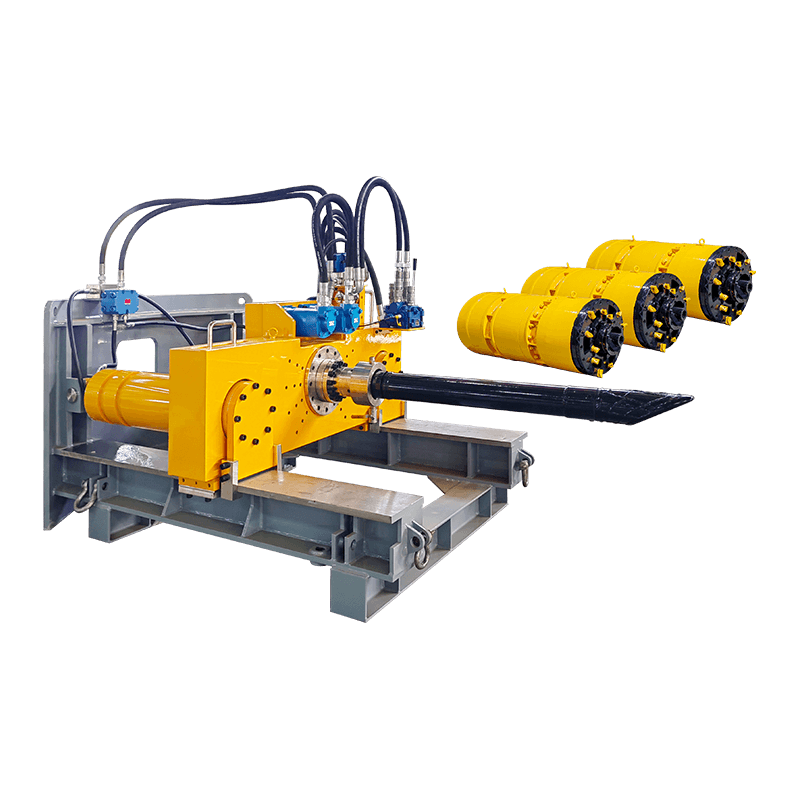
| Sistem Silinder Tujah | Mendorong mesin ke hadapan menentang lapisan terowong yang dipasang | Kawalan lejang disegerakkan merentasi semua silinder; kebolehpercayaan meterai |
| Pembentuk Segmen | Memilih dan memasang segmen pelapik konkrit pratuang | Ketepatan kedudukan; kebolehpercayaan sistem vakum; kapasiti beban |
| Pandu Motor dan Kotak Gear | Kuasa putaran kepala pemotong | Ketumpatan kuasa dalam ruang terkurung; pengurusan haba |
| Unit Kuasa Hidraulik | Menguasai semua sistem hidraulik termasuk tujahan dan penegak | Penyepaduan sistem; redundansi; penolakan haba ruang terkurung |
| Sistem Kawalan dan Bimbingan | Menavigasi penjajaran terowong dan memantau semua sistem | Ketepatan dalam persekitaran bawah tanah yang dinafikan GPS; penyepaduan data masa nyata |
Proses Pengilangan TBM Langkah demi Langkah
Proses pembuatan mesin pengorek terowong daripada anugerah kontrak kepada ujian penerimaan kilang adalah program kejuruteraan dan pengeluaran yang panjang dan berbilang peringkat. Memahami jujukan menjelaskan sebab masa penghantaran TBM biasanya 12–24 bulan walaupun untuk pengilang berpengalaman dengan rantaian bekalan yang mantap.
Peringkat 1 — Analisis Keperluan Geoteknik dan Projek
Sebelum satu komponen direka bentuk, pasukan kejuruteraan pengeluar TBM melakukan analisis terperinci tentang data penyiasatan geoteknikal yang disediakan oleh pelanggan. Ini termasuk log lubang gerudi, parameter kekuatan batuan, profil tekanan air bawah tanah, keputusan ujian keterlaluan dan data kebolehtelapan tanah di sepanjang keseluruhan penjajaran terowong. Analisis ini secara langsung memacu reka bentuk kepala pemotong, saiz sistem tujahan, spesifikasi galas dan konfigurasi sistem penyaman tanah. Mesin yang direka berdasarkan data tanah yang tidak tepat atau tidak mencukupi akan berprestasi rendah atau gagal — analisis geoteknikal ialah asas di mana keseluruhan reka bentuk dibina.
Peringkat 2 — Kejuruteraan dan Reka Bentuk Tersuai
Dengan keadaan tanah yang ditetapkan, pasukan kejuruteraan membangunkan reka bentuk TBM yang lengkap menggunakan perisian CAD 3D termaju dan analisis unsur terhingga. Reka bentuk struktur kepala pemotong dianalisis untuk senario pemuatan tujahan dan tork gabungan. Pengiraan hayat galas utama dilakukan menggunakan teori hayat galas ISO 281 yang disesuaikan untuk spektrum beban khusus TBM. Toleransi kebulatan badan perisai ditetapkan berdasarkan geometri lapisan segmen. Setiap kimpalan utama dalam fabrikasi struktur direka dan didokumenkan kepada kod struktur yang berkaitan. Fasa reka bentuk ini sahaja biasanya mengambil masa tiga hingga lima bulan untuk TBM berdiameter besar dan menghasilkan puluhan ribu lukisan dan spesifikasi kejuruteraan.
Peringkat 3 — Perolehan Bahan dan Rantaian Bekalan
Pengilangan TBM memerlukan rangkaian bahan dan komponen khusus yang besar, kebanyakannya mempunyai masa utama perolehan yang panjang. Plat keluli berstruktur berkekuatan tinggi untuk kepala pemotong dan badan perisai, galas cincin slewing berdiameter besar, kotak gear planet tork tinggi, silinder hidraulik yang dihasilkan mengikut spesifikasi lejang dan tekanan yang tepat, dan sistem pengedap khusus semuanya memerlukan perolehan awal untuk mengelakkan penangguhan fabrikasi. Pemasangan galas utama — cincin slewing besar-besaran yang boleh melebihi diameter tiga meter untuk TBM yang besar — selalunya mempunyai masa utama pembuatan kendiri selama enam hingga sembilan bulan dan lazimnya merupakan item laluan kritikal dalam keseluruhan jadual penghantaran TBM.
Peringkat 4 - Fabrikasi Struktur
Pembuatan struktur TBM melibatkan pemotongan, pembentukan dan kimpalan bahagian plat keluli berat ke dalam pemasangan struktur utama — kepala pemotong, pelindung hadapan, pelindung belakang dan komponen gear mengekor. Kerja ini dilakukan oleh pengimpal struktur bertauliah menggunakan prosedur kimpalan pra-kelayakan dan diperiksa dengan ujian tidak merosakkan termasuk ultrasonik, zarah magnetik dan pemeriksaan radiografik. Kawalan dimensi semasa fabrikasi adalah kritikal — badan perisai mestilah bulat dalam had terima yang ketat supaya segmen pelapik terowong boleh dipasang dengan geometri jurang yang konsisten. Pemasangan struktur besar dimesin selepas fabrikasi untuk mencapai toleransi antara muka yang diperlukan pada permukaan mengawan.
Peringkat 5 — Pemasangan Mekanikal dan Hidraulik
Dengan fabrikasi struktur lengkap, mesin dipasang secara progresif dengan sistem mekanikal, hidraulik dan elektriknya. Galas utama dipasang dan tork mengikut spesifikasi. Motor pemacu dan kotak gear dipasang dan dijajarkan. Sistem silinder tujahan dipasang dan semua silinder diuji tekanan secara individu sebelum disambungkan kepada unit kuasa hidraulik. Lengan penegak segmen dipasang dan capaian, kelajuan dan kapasiti bebannya disahkan. Sistem kawalan adalah berwayar dan bersepadu, dengan semua input sensor dan output penggerak disahkan terhadap dokumentasi logik kawalan. Fasa pemasangan ini adalah intensif dalam buruh mahir — pemasangan TBM memerlukan juruteknik yang memahami integrasi sistem penuh, bukan hanya pemasangan komponen individu.
Peringkat 6 — Ujian Penerimaan Kilang
Sebelum TBM meninggalkan kilang, ia menjalani Ujian Penerimaan Kilang (FAT) komprehensif yang disaksikan oleh pelanggan dan wakil teknikal mereka. FAT mengesahkan bahawa semua sistem berfungsi mengikut spesifikasi di bawah keadaan terkawal — kelajuan putaran dan tork kepala pemotong, daya dan lejang silinder tujah, julat penegak segmen dan kapasiti beban, tekanan dan aliran sistem hidraulik, fungsi sistem elektrik dan tindak balas sistem kawalan. Sistem bimbingan ditentukur dan disahkan. Sebarang kekurangan yang dikenal pasti semasa FAT mesti diperbetulkan sebelum mesin diluluskan untuk penghantaran. Rekod FAT menjadi sebahagian daripada dokumentasi kekal mesin dan dirujuk sepanjang hayat operasinya.
Piawaian Kejuruteraan Ketepatan dalam Pengeluaran TBM
Keperluan ketepatan pembuatan TBM menyaingi keperluan aeroangkasa berat dan peralatan pertahanan. Toleransi ini tidak sewenang-wenangnya — ia secara langsung mempengaruhi keupayaan mesin untuk membina terowong mengikut penjajaran yang ditentukan, memasang segmen pelapik tanpa kerosakan dan mengekalkan sambungan kedap air antara segmen sepanjang hayat terowong.
- Kebulatan kepala pemotong: Diameter luar kepala pemotong mestilah dalam lingkungan ±2–3mm daripada diameter lubang nominal untuk mengekalkan overcut yang direka bentuk dan mengelakkan perisai daripada terperangkap di dalam tanah. Mencapai toleransi ini dalam struktur keluli yang direka dengan diameter lima hingga dua belas meter memerlukan penjujukan yang teliti bagi operasi kimpalan untuk mengawal herotan dan pemesinan selepas kimpalan permukaan antara muka kritikal.
- Pemesinan tempat duduk galas utama: Jurnal lubang dan aci perumahan yang menempatkan pemasangan galas utama mesti dimesin mengikut had terima dalam julat IT6–IT7 (0.010–0.025mm) dan diperiksa menggunakan mesin pengukur koordinat ketepatan. Geometri tempat duduk galas yang salah mengurangkan hayat galas secara mendadak dan boleh menyebabkan kegagalan keletihan pramatang jauh di bawah tanah — senario pembaikan yang sangat mahal dan memakan masa.
- Pekeliling badan perisai: Segmen perisai hadapan dan belakang mesti dipasang dan dimesin mengikut toleransi pekeliling biasanya dalam lingkungan 5–10mm melebihi diameter penuh, memastikan bahawa jurang anulus antara perisai dan segmen pelapik yang dipasang adalah konsisten di sekeliling lilitan. Konsistensi ini penting untuk keberkesanan pengedap kulit ekor — berus dan gris yang menutup celah antara ekor perisai dan lapisan mesti membuat sentuhan sekata untuk mengelakkan kemasukan air bawah tanah.
- Penyegerakan lejang silinder tujahan: Dalam TBM yang besar, 30–50 silinder tujahan individu mesti memanjang dan menarik balik dalam kumpulan yang diselaraskan dengan tepat untuk mengawal padang dan yaw mesin semasa ia mengemudi sepanjang penjajaran terowong. Silinder mesti dihasilkan mengikut had terima lejang yang konsisten dan sistem kawalan mesti ditentukur untuk mengekalkan penyegerakan kedudukan dalam beberapa milimeter merentasi lejang silinder penuh.
- Kedudukan perumahan pemotong cakera: Pada TBM batu keras, kedudukan setiap perumah pemotong cakera di muka pemotong mesti ditetapkan dengan tepat kepada jejari pemotongan yang direka bentuk, memastikan semua pemotong pada jejari yang sama menjejaki alur yang sama di muka batu. Ralat kedudukan dalam jarak pemotong menyebabkan pemotong individu terbeban dan haus dipercepatkan, mengurangkan hayat pemotong dan meningkatkan kekerapan perubahan pemotong yang memakan masa di bawah tanah.
Teknologi Utama Memacu Pembuatan TBM Moden
Keadaan seni dalam pembuatan mesin pengorek terowong telah meningkat dengan ketara dalam beberapa dekad kebelakangan ini, didorong oleh permintaan projek terowong yang semakin mencabar dan penyepaduan alatan kejuruteraan digital yang tidak tersedia untuk pereka TBM generasi terdahulu.
Kembar Digital dan Simulasi
Pengeluar TBM terkemuka kini membangunkan model kembar digital penuh bagi setiap mesin sebelum fabrikasi bermula. Model ini menyepadukan analisis struktur, simulasi sistem hidraulik dan pemodelan logik kawalan untuk mengesahkan prestasi sistem merentas julat penuh keadaan operasi yang dijangkakan pada projek tertentu. Kembar digital membolehkan jurutera mengenal pasti konflik antara muka, mengoptimumkan kedudukan komponen dan mensimulasikan senario kerosakan sebelum sekeping keluli dipotong. Semasa operasi, kembar digital boleh dikemas kini secara berterusan dengan data mesin sebenar untuk menyokong penyelenggaraan ramalan dan penyelesaian masalah dari pusat kejuruteraan pengeluar di mana-mana sahaja di dunia.
Bahan Kepala Pemotong Termaju dan Perlindungan Haus
Kehausan kepala pemotong adalah salah satu faktor utama yang mengehadkan kadar pendahuluan TBM dan meningkatkan kos penyelenggaraan di tanah yang kasar. Pembuatan TBM moden menggabungkan strategi perlindungan haus termaju termasuk butang haus tungsten karbida, plat tindanan kromium karbida dan sisipan haus komposit seramik dalam zon haus tertinggi pada kepala pemotong. Pemilihan dan penempatan perlindungan haus kini dianalisis menggunakan dinamik bendalir pengiraan dan pemodelan unsur diskret untuk meramalkan corak haus bagi keadaan tanah dan batuan tertentu projek, membolehkan perlindungan tertumpu di tempat yang paling diperlukan dan bukannya digunakan secara seragam.
Kimpalan Automatik dan Fabrikasi Robotik
Walaupun kebanyakan fabrikasi TBM masih bergantung pada pengimpal manual yang berkemahiran tinggi, penyepaduan sistem kimpalan automatik telah meningkatkan ketekalan kimpalan dan produktiviti dalam sambungan kimpalan volum tinggi. Sel kimpalan robotik digunakan untuk kimpalan struktur berulang dalam panel badan perisai dan bahagian jejari di mana geometri kimpalan yang konsisten adalah kritikal. Kimpalan arka tenggelam digunakan secara meluas untuk kimpalan punggung berat di bahagian plat tebal, memberikan penembusan dalam dan kadar pemendapan tinggi dengan kualiti yang boleh dipercayai. Proses automatik ini membebaskan pengimpal mahir untuk memberi tumpuan kepada sambungan akses yang kompleks di mana kepakaran mereka menambah nilai paling tinggi.
Sistem Pemantauan Prestasi Masa Nyata
TBM kontemporari dilengkapi dengan beratus-ratus penderia yang memantau segala-galanya daripada daya silinder tujahan individu kepada suhu galas utama, tork kepala pemotong, tekanan muka, tekanan suntikan gris pengedap ekor dan kedudukan penegak segmen. Data ini dilog masuk dalam masa nyata, dipaparkan kepada operator, dihantar ke pejabat jurutera projek, dan dalam banyak kes dikongsi dengan selamat dengan pasukan kejuruteraan pengeluar TBM. Keupayaan untuk memantau prestasi mesin dari jauh telah mengubah cara pengeluar menyokong peralatan mereka di lapangan, membolehkan diagnosis cepat isu yang timbul sebelum ia berkembang menjadi kegagalan yang mahal.
Pengeluar TBM Global dan Tempat Mereka Membina Mesin Mereka
Industri pembuatan TBM tertumpu di kalangan sebilangan kecil pengeluar antarabangsa utama, masing-masing mempunyai keupayaan kejuruteraan khusus dan kemudahan pembuatan yang mampu menghasilkan mesin terbesar dan paling kompleks di dunia.
- Herrenknecht AG (Jerman): Pengeluar TBM terbesar di dunia mengikut jumlah unit dan hasil, beribu pejabat di Schwanau, Jerman. Herrenknecht mengeluarkan rangkaian penuh jenis TBM daripada mesin microtunneling kecil kepada buburan berdiameter besar dan mesin EPB, dengan kemudahan pembuatan utama di Jerman dan operasi pemasangan di seluruh dunia. Mereka telah menghantar mesin untuk beberapa projek terowong yang paling mencabar di dunia termasuk Terowong Pangkalan Gotthard dan banyak sistem metro di seluruh Asia dan Timur Tengah.
- Syarikat Robbins (AS): Salah satu nama tertua dan paling terkenal dalam pembuatan TBM, Robbins mempelopori teknologi TBM hard rock dan kekal sebagai peneraju dalam TBM penggenggam rasuk utama untuk terowong batu. Mereka mengeluarkan dan membaik pulih mesin di kemudahan di Amerika Syarikat dan mempunyai perkhidmatan global dan rangkaian sokongan untuk peralatan mereka beroperasi di seluruh dunia.
- NFM Technologies (Perancis, sebahagian daripada kumpulan Bouygues): Pengilang TBM Perancis dengan kepakaran yang kukuh dalam mesin terowong bandar berdiameter besar, terutamanya jenis perisai buburan dan EPB untuk projek Eropah dan antarabangsa yang mencabar. NFM telah menghantar mesin untuk projek metro utama di Paris, Rom dan di seluruh Asia Tenggara.
- CREG — Kumpulan Peralatan Kejuruteraan Kereta Api China: Pengeluar TBM terbesar China dan kini salah satu yang terbesar di dunia mengikut jumlah, CREG telah membangunkan dengan pantas keupayaan kejuruteraan dan pembuatannya melalui gabungan teknologi berlesen dan pelaburan R&D domestik. CREG membekalkan sebahagian besar TBM yang digunakan dalam program pembinaan terowong kereta api berkelajuan tinggi dan metro yang sedang dijalankan dan telah mula mengeksport ke pasaran antarabangsa.
- Kawasaki Heavy Industries dan Mitsubishi Heavy Industries (Jepun): Kedua-dua konglomerat kejuruteraan Jepun mempunyai sejarah panjang dalam pembuatan TBM, terutamanya untuk pasaran Jepun domestik dan projek eksport terpilih. Pembuatan TBM Jepun terkenal dengan kualiti binaan dan ketepatan yang sangat tinggi, dengan kekuatan khusus dalam teknologi mesin perisai untuk terowong bandar tanah lembut.
- Caterpillar (bahagian Lovat, Kanada): Caterpillar memperoleh Lovat, pengeluar TBM Kanada, dan terus menghasilkan mesin EPB dan buburan di bawah jenama terowong Caterpillar. Mesin mereka digunakan secara meluas dalam projek terowong infrastruktur Amerika Utara termasuk bekalan air dan transit bandar.
Pembaikan dan Pengilangan Semula TBM
Segmen industri pembuatan TBM yang penting dan berkembang ialah pengubahsuaian dan pembuatan semula mesin terpakai untuk projek terowong baharu. Memandangkan kos yang besar bagi TBM baharu — mesin berdiameter besar boleh menelan kos $15 juta hingga $50 juta USD atau lebih — pemilik projek dan kontraktor semakin menilai mesin yang diperbaharui sebagai alternatif yang menjimatkan kos apabila keadaan projek serasi dengan spesifikasi mesin sedia ada.
Pembaikan TBM lazimnya melibatkan pembongkaran semua sistem utama, pemeriksaan dan penggantian komponen haus, pembaikan semula pemasangan struktur, baik pulih galas utama, penggantian pengedap hidraulik dan silinder, dan pembinaan semula lengkap sistem elektrik dan kawalan. Pada projek pengubahsuaian yang lebih besar, kepala pemotong boleh distruktur semula untuk mengubah suai susun atur pemotong untuk keadaan tanah yang berbeza, atau diameter perisai boleh dilaraskan sedikit melalui penambahan atau penyingkiran sisipan keluli dalam plat kulit. Pengubahsuaian yang dilaksanakan dengan baik boleh memanjangkan hayat perkhidmatan mesin dengan projek penuh yang lain dan kadangkala lebih, pada sebahagian kecil daripada kos mesin baharu.
Cabaran dan Trend Masa Depan dalam Pembuatan Mesin Pengorek Terowong
Pembuatan TBM menghadapi satu set cabaran teknikal dan komersil yang berterusan yang membentuk cara industri berkembang dalam dekad akan datang. Permintaan untuk penyelesaian terowong yang lebih besar, lebih mendalam dan lebih automatik mendorong sempadan perkara yang boleh dicapai oleh teknologi TBM semasa dan memacu pelaburan R&D yang ketara merentas industri.
- Meningkatkan diameter mesin: Aliran ke arah diameter terowong yang lebih besar untuk lebuh raya dan gabungan terowong metro/jalan raya menghasilkan mesin berskala luar biasa. Mesin dengan diameter melebihi 15 meter memberikan cabaran struktur dan logistik yang memerlukan penyelesaian kejuruteraan baharu — mengangkut, memasang dan melancarkan mesin sedemikian dalam ruang terkurung aci pelancaran memerlukan perancangan yang teliti pada setiap peringkat proses pembuatan dan penghantaran.
- Sistem menukar pemotong automatik: Menukar pemotong cakera pada TBM batu keras memerlukan pekerja memasuki ruang penggalian di bawah keadaan atmosfera atau bertekanan untuk menggantikan pemotong yang haus secara manual — salah satu tugas yang paling mencabar dan berbahaya dalam terowong. Beberapa pengeluar sedang membangunkan sistem menukar pemotong robot yang boleh melakukan kerja ini dari jauh, menghapuskan pendedahan pekerja kepada persekitaran penggalian bertekanan yang berbahaya. Membangunkan manipulator yang mampu mengendalikan berat pemotong melebihi 200kg dalam ruang terkurung, basah dan tercemar merupakan cabaran kejuruteraan yang penting.
- Elektrifikasi sistem pemacu: Meningkatkan tekanan kawal selia pada kualiti udara bawah tanah dan pelepasan karbon mempercepatkan pembangunan sistem pemacu TBM semua elektrik yang menghilangkan minyak hidraulik dan kuasa berasaskan diesel daripada mesin. Motor kepala pemotong pemacu terus elektrik, penggerak silinder tujahan elektrik dan logistik terowong berkuasa bateri atau grid semuanya sedang dibangunkan secara aktif oleh pengeluar utama.
- Ketahanan rantaian bekalan: Gangguan global beberapa tahun kebelakangan ini mendedahkan kelemahan dalam rantaian bekalan lanjutan yang pengeluar TBM bergantung — terutamanya untuk galas berdiameter besar, komponen hidraulik khusus dan sistem kawalan elektronik. Pengilang sedang giat berusaha untuk melayakkan pembekal alternatif, meningkatkan inventori komponen strategik, dan dalam beberapa kes membawa pembuatan komponen yang disumber luar sebelum ini secara dalaman untuk mengurangkan pendedahan kepada gangguan rantaian bekalan.
- Panduan berbantukan AI dan operasi autonomi: Penyepaduan kecerdasan buatan ke dalam sistem bimbingan dan kawalan TBM adalah kawasan pembangunan yang aktif. Model pembelajaran mesin yang dilatih pada data projek sejarah boleh mengoptimumkan parameter stereng, meramalkan kualiti binaan gelang pelapik dan memberi amaran kepada pengendali untuk membangunkan keadaan tanah sebelum ia menyebabkan masalah operasi. Operasi TBM autonomi sepenuhnya kekal sebagai matlamat jangka panjang, tetapi automasi tambahan bagi tugas operasi rutin sudah digunakan pada projek semasa.
Pemikiran Akhir tentang Pembuatan TBM
Pembuatan mesin pengorek terowong terletak di persimpangan kejuruteraan struktur, pemesinan ketepatan, hidraulik, elektronik dan sains bahan — dan ia melakukannya pada skala yang boleh dipadankan oleh beberapa industri lain. Setiap TBM yang meninggalkan kilang ialah penyelesaian kejuruteraan tersuai untuk satu set cabaran geologi dan projek tertentu, dan kualiti kejuruteraan dan pembuatan itu akhirnya dinyatakan dalam kebolehpercayaan mesin menembusi bumi, sejauh mana ia secara konsisten memasang lapisan terowong yang berkualiti dan sejauh mana ia membawa pekerja pulang ke rumah pada penghujung setiap syif.
Memandangkan permintaan infrastruktur global terus memacu pelaburan dalam pembinaan bawah tanah, pengilang TBM menghadapi masa depan yang mengujakan dan menuntut — menyampaikan mesin dengan saiz, kerumitan dan kecanggihan teknologi yang semakin meningkat sambil menguruskan rantaian bekalan, membangunkan jurutera dan fabrikasi generasi akan datang, dan menyepadukan teknologi digital yang akan menentukan rupa kebosanan terowong sepanjang setengah abad akan datang. Bagi sesiapa yang terlibat dalam pembinaan terowong, perolehan atau pembangunan projek, memahami cara mesin luar biasa ini direka dan dibina adalah asas untuk membuat keputusan termaklum tentang salah satu peralatan pembinaan yang paling kompleks dan berbangkit yang pernah dicipta.








